Technologie
„inside“
Fräsen
Rough Milling Unit
Das Rough Milling Unit (kurz RMU) leistet die Hauptarbeit für eine reprofilierte Schiene. Fräsen stellt das Verfahren dar, bei dem mit definierter Schneide spanend das Werkstück Schiene bearbeitet wird. Durch mehrere Spuren von Wendeschneidplatten, die in Querrichtung angeordnet sind, ergibt sich das Zielprofil als Kontur.
Das RMU ist von den Umgebungseinflüssen kaum mit herkömmlichen Fräsmaschinen auf festen Maschinenbetten in klimatisierten Fertigungshallen zu vergleichen. Es stellt ein Fräsergebnis innerhalb der normativen und Kundenvorgaben in einem sich bewegenden Schienenfahrzeug während der Fahrt her.





Auf der Höhe
Durch zwei Kontaktflächen auf der Schiene, die um den Drehpunkt des Fräsers pendeln können, entspricht die eingestellte Spantiefe immer dem Realwert des Abtrags.
Dynamisch
Das kontaktlose Antasten der Schiene mit Lasern schafft die Grundlage, um sogar während der Fahrt aufzurüsten.
Geregelt
Mit zwei Kontaktpunkten an der Schieneninnenkante wird die Krümmung der Schiene direkt in die Software projiziert für eine abgestimmte Positionierung zur Schiene.
Recyclingfähig
Die abgesaugten Späne werden in einen Spänecontainer transportiert. Die Frässpäne sind 100% recycelbar.
Sauber
Durch eine vollständige Absaugung der Frässpäne bleiben nach der Bearbeitung keine Rückstände im Gleisbett.
Vereinzelt
Die Ausführung des Fräsrades in Einzelkassetten beschleunigt den Austausch und senkt die Reparaturkosten.
Schleifen



High Performance Polishing
Das High Performance Polishing (kurz HPP) leistet die Nacharbeit, um letztendlich von einer Vollbearbeitung sprechen zu können. Dabei wird die Schiene durch einen drehenden Schleifstein geschliffen.
Von anderen Schleifbearbeitungen grenzt sich das HPP durch seinen exzentrischen Drehpunkt des Schleifsteins zur Schiene und die leistungsfähige Absaugung ab.
Funkenfrei
Durch unsere spezielle Absaugung können wir 99% der Funken absaugen.
Getrennt
Die abgesaugten Funken werden in einen Schleifstaubbehälter abgeschieden, der eine gefahrlose Entsorgung ermöglicht.
Oberflächenqualität
Die Oberflächenrauigkeit beträgt <10µm.
Schliffbild
Der Drehpunkt liegt außerhalb der Schienenmitte, wodurch auf der Schiene ein Längsschliff in Fahrtrichtung hergestellt wird. Es entstehen dadurch deutlich verringerte Geräuschemissionen bei der Überfahrt eines Zuges.
Schliffbreite
Nach der Bearbeitung liegen bis zu 40mm Schliffbreite genau am Kontaktbereich zwischen Schiene und Rad vor.
Welligkeit
Die ringförmige Eingriffsfläche sorgt für eine Beseitigung der restlichen Längswelligkeit nach dem vorausfahrenden RMU.
Ergebnis
Längs- und Querprofil
Das wichtigste Kriterium nach der Schienenbearbeitung ist die Einhaltung vom Längs- und Querprofil. Diese werden nach Abschluss der Bearbeitung teilweise mittels der am Bearbeitungszug ausgerüsteten Messtechnik erfasst und protokolliert.
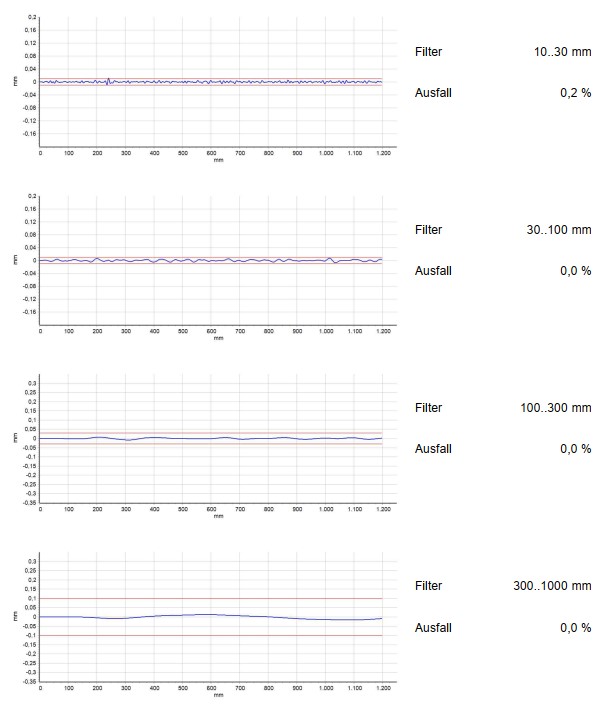
Nach der EN 13231-3:2020 sind Amplituden je Wellenlängenbereich vorgegeben. Durch die Kombination unserer Arbeitsaggregate wird diese Vorgabe gehalten.
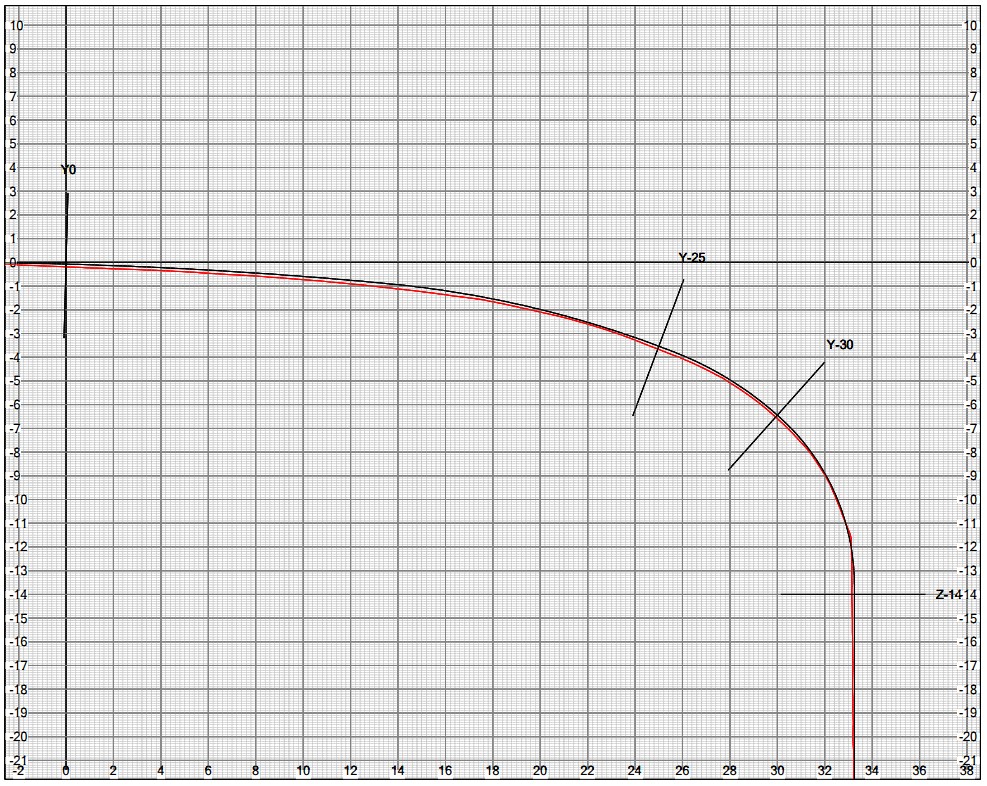
Ebenfalls bezogen auf die EN 13231-3:2020 wird durch unsere Arbeitsaggregate die Klasse Q eingehalten, wobei auf Schnellfahrstrecken eine maximale Abweichung des Querprofils von 0,2mm einzuhalten ist. Dies wird durch sorgfältige Auslegung der Schnittgeometrie im CAD erreicht.
Innovation und Zukunft
Serviceraum & Co.
Auch in der Zukunft arbeitet die SBI daran neue Integrationen gleisfähig zu machen. Dazu zählen ergänzende Systembaugruppen wie ein Serviceraum samt Equipment sowie Spezialwerkzeugen und der halbautomatische Fräserwechsel mittels Handlingsystem und Roboterarm. Die Verbesserung und weitere Automatisierung der Peripherie ist ein fester Bestandteil unseres Zukunftsplans in Richtung Anwenderfreundlichkeit.


