Technology
“inside”
Milling
Rough Milling Unit
The Rough Milling Unit (RMU for short) performs the main work for a reprofiled rail. Milling is the process in which the workpiece, in this case the rail, is machined with a defined cutting edge. Several tracks of indexable inserts arranged in a transverse direction produce the target profile as a contour.
In terms of environmental influences, the RMU can hardly be compared with conventional milling machines on fixed machine beds in air-conditioned production facilities. It produces a milling result which meets normative and customer requirements in a moving rail vehicle while it is travelling.





Up to the Mark
Thanks to two contact surfaces on the rail that can oscillate around the centre of rotation of the milling cutter, the set cutting depth always corresponds to the real amount of material removal.
Dynamic
Non-contact probing of the rail with lasers creates the basis for setting up, even without stopping.
Controlled
With two contact points on the inner edge of the rail, the curvature of the rail is projected directly into the software for matched positioning in relation to the rail.
Recyclable
The extracted chips are transported to a chip container. Milling chips are 100% recyclable.
Clean
Thanks to complete extraction of the milling chips, no residue remains in the track bed after treatment.
Individual
The design of the milling wheel in individual cassettes allows them to be exchanged more quickly and reduces repair costs.
Grinding



High Performance Polishing
The High Performance Polishing unit (HPP for short) takes care of finishing to ultimately achieve complete treatment. The rail is ground by a rotating grinding stone.
The HPP stands out from other forms of grinding treatment thanks to the eccentric centre of rotation of its grinding stone in relation to the rail and a powerful extraction system.
Spark free
Our special extraction system enables us to extract 99% of sparks.
Separated
The extracted sparks are separated into a grinding dust container for safe disposal.
Surface quality
The surface roughness is <10µm.
Grinding pattern
The centre of rotation is outside the centre of the rail, creating a longitudinal grinding pattern on the rail in the direction of travel. This results in significantly lower noise emissions when a train travels the track.
Grinding width
After treatment, there is a grinding width of up to 40 mm exactly at the contact area between the rail and wheel.
Corrugation
The ring-shaped engagement surface ensures that the remaining longitudinal corrugation after the upstream RMU is eliminated.
Result
Longitudinal and Transverse Profiles
The most important criterion after rail treatment is to adhere to the longitudinal and transverse profiles. Once treatment is complete, they are partially recorded and logged using the measuring technology on the rail treatment train.
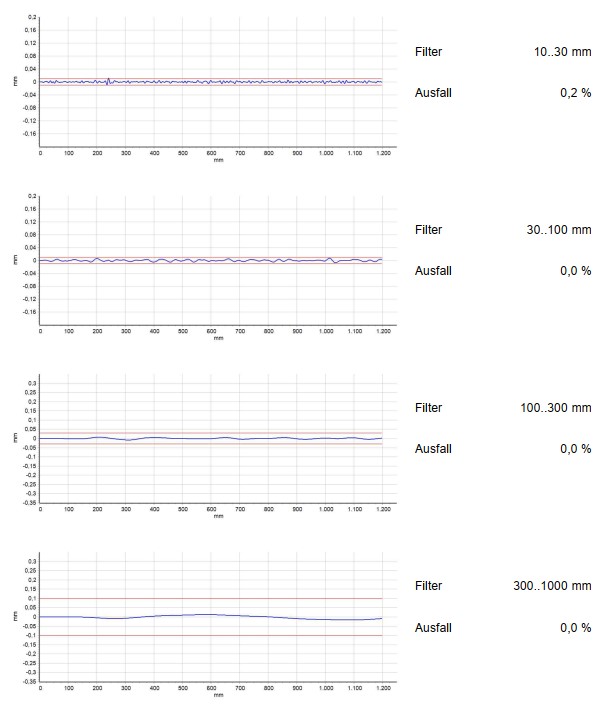
According to EN 13231-3:2012, amplitudes are specified for each wavelength range. The combination of our work units fulfils this requirement.
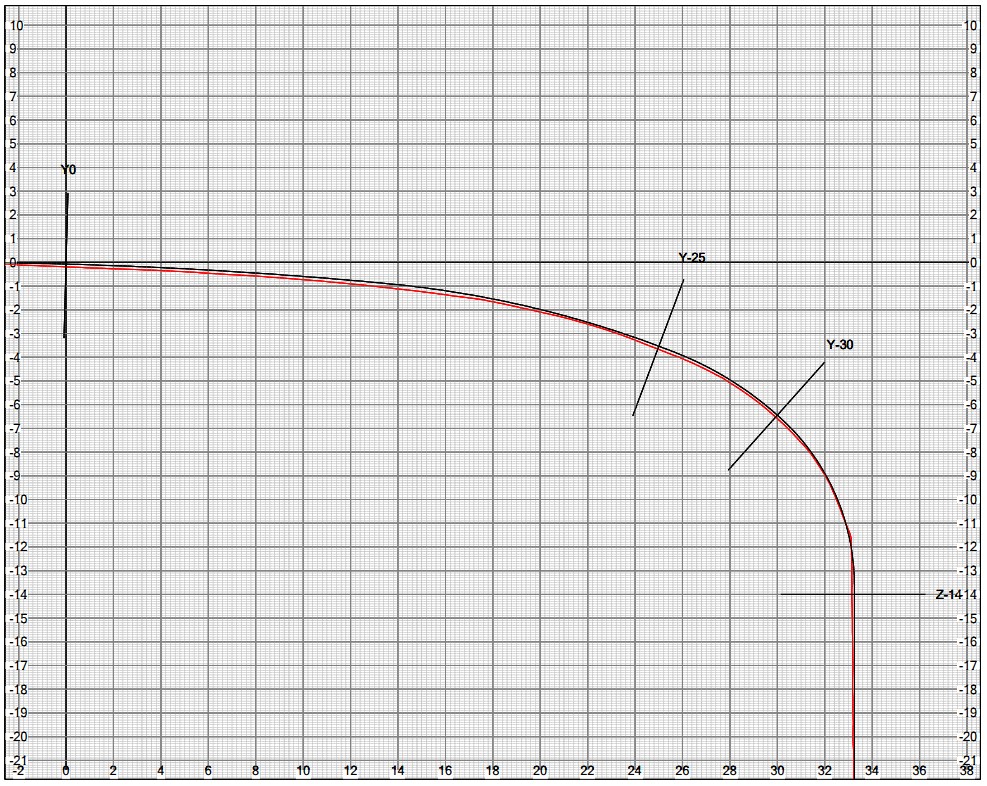
Our work units also comply with class Q in relation to EN 13231-3:2012. With us, however, we only allow a maximum deviation of 0.2 mm in the transverse profile. This is achieved by carefully designing the cutting geometry in CAD.
Innovation and future
Serviceroom & Co.
In future, SBI will continue to work on making new integrations track-ready. Examples include supplementary system assemblies, such as a service room with equipment and special tools, as well as semi-automatic cutter changing using a handling system and robotic arm. Improving and continuing to automate peripherals is an integral part of our future plan towards user-friendliness.


